В статье “Общее представление об экструзии” мы рассказали об истории появления пленочного экструдера, его конструктивных особенностях и технологии экструдирования термопластичных полимеров. Теперь подробнее обсудим устройство шнека и процессы, которые протекают внутри шнекового цилиндра. Начнем с зоны загрузки.

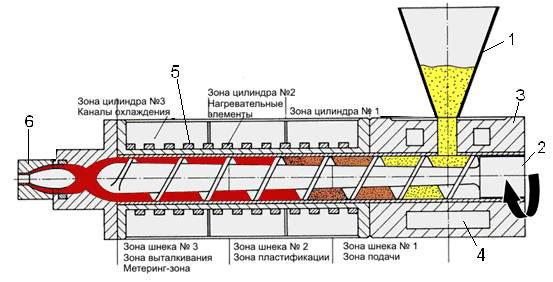
1 - бункер;
2 - шнек;
3 - цилиндр;
4 - зона для циркуляции воды или воздуха;
5 - нагреватели;
6 - экструзионная головка.
Зона подачи №1
Поступающие из бункера гранулы заполняют межвитковое пространство шнека зоны I и уплотняются. Продвижение гранул осуществляется вследствие разности значений силы трения полимера о внутреннюю поверхность корпуса цилиндра и о поверхность шнека. Поскольку поверхность контакта полимера с поверхностью шнека больше, чем с поверхностью цилиндра, необходимо уменьшить коэффициент трения полимера о шнек, так как в противном случае материал перестанет двигаться вдоль оси шнека, а начнет вращаться вместе с ним. В ряде случаев это достигается повышением температуры стенки цилиндра (нагревом) и понижением температуры шнека (охлаждением водой в зоне I). В зоне I вследствие большого внешнего и внутреннего трения выделяется тепло, которое также расходуется на нагрев материала. В эту же зону подается тепло от нагревателей, расположенных по периметру цилиндра.
Если температура цилиндра такова, что начинается преждевременное плавление полимера у его стенки, то материал будет проскальзывать по этой поверхности, т.е. вращаться вместе со шнеком. Поступательное движение материала прекращается. При оптимальной температуре полимер спрессован, уплотнен и образует в межвитковом пространстве твердую пробку. Лучше всего, если такая скользящая пробка образуется и сохраняется на границе зон I и II. Свойства пробки во многом определяют производительность машины, стабильность транспортировки полимера, величину максимального давления и т.д.
Зона пластикации и плавления II

В начале зоны II происходит подплавление полимера, примыкающего к поверхности цилиндра. Расплав постепенно накапливается и воздействует на убывающую по ширине пробку. Поскольку глубина нарезки шнека уменьшается по мере продвижения материала от зоны I к зоне III, то возникающее давление заставляет пробку плотно прижиматься к горячей стенке цилиндра, где и происходит плавление полимера. Схема плавления пробки материала в зоне II в межвитковом сечении шнека.
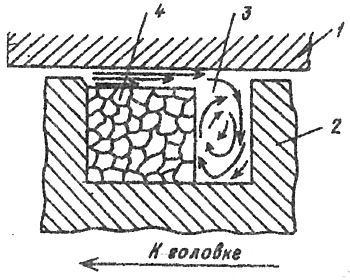
В зоне пластикации пробка плавится также и под действием тепла, выделяющегося вследствие внутреннего, вязкого трения в материале в тонком слое расплава, где происходят интенсивные сдвиговые деформации, - материал пластифицируется, интенсивно гомогенизируется. Конец зоны II характеризуется распадом пробки на отдельные фрагменты. Далее расплав полимера с остатками твердых частиц попадает в зону дозирования.
Зона дозирования III
Продвижение гетерогенного материала (расплав, частички твердого полимера) продолжает сопровождаться выделением внутреннего тепла, которое является результатом интенсивных сдвиговых деформаций в полимере. Расплавленная масса продолжает гомогенизироваться, что проявляется в окончательном плавлении остатков твердого полимера, усреднении вязкости и температуры расплавленной части. В межвитковом пространстве расплав имеет ряд потоков, основными из которых являются продольный и циркуляционный.
Величина продольного (вдоль оси шнека) потока определяет производительность экструдера, а циркуляционного – качество гомогенности полимера или смешения компонентов. В свою очередь продольный поток складывается из трех потоков расплава: прямого, обратного (обусловлен наличием сеток, оснастки, трения о поверхность цилиндра и шнека) и потока утечек (часть материала перетекает в направлении противотока в зазор между гребнем шнека и поверхностью цилиндра).
Течение расплава через сетки и формующую оснастку
Расплав вращающимся шнеком продавливается через фильеру, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры.
Шиберный фильтр с гидроприводом.

Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время они вместе с сеткой удаляются из цилиндра экструдера. Перепад давления на фильтрующих сетках служит показателем засорения, т. е. увеличения сопротивления сеток, и, следовательно, служит сигналом к их замене.

После прохождения сеток гомогенизированный расплав под остаточным давлением (5,0/35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из кольцевого зазора головки. Сменный инструмент (формующая оснастка) устанавливается на выходе из отверстия цилиндра. Материал продавливается через каналы экструзионной головки под действием давления, развивающегося в пространстве винтового канала шнека.


Следующая статья будет посвящена конструктивным элементам экструзионных выдувных головок. В заключение отметим, что компания «Эксимпак-Оборудование» имеет многолетний опыт работы со всеми видами шнеков самых разных производителей. Технические специалисты досконально разбираются в процессах, происходящих внутри шнекового цилиндра. А коммерческие специалисты всегда дадут наилучшие цены как на экструзионные машины целиком, так и на отдельные компоненты, в частности шнековые пары.
