Экструдер представляет собой комплекс электронного, электромеханического, механического оборудования, что обусловливает выполнение определенных требований в процессе установки и эксплуатации данного оборудования.
Экструдер устанавливается в помещении, отвечающем санитарным нормам и требованиям техники безопасности (вентиляция, освещение, габариты).
Линии для производства рукавных пленок предназначены для работы в условиях закрытого помещения. Необходимо принять меры по недопущению резкого перепада температур и попадания прямых солнечных лучей. Класс помещений П-11а по ПУЗ, климатическое исполнение - У, категория - 4 по ГОСТ 15150.
Должны быть учтены параметры нагрузки для фундамента или полов. Фундамент или полы должны выдерживать вес в 1,5 раза превышающий вес оборудования.
Питающий электрический кабель может быть как медным, так и алюминиевым, сечением согласно потребляемой оборудованием мощности в соответствии со спецификацией. Подсоединение к общему силовому кабелю осуществляется через автомат-пускатель АП необходимой мощности.
В случае импульсных помех в электросети и отклонении напряжения от номинала более чем на 5% необходима установка источников бесперебойного питания, позволяющих стабилизировать напряжение в сети.
На протяжении всего срока эксплуатации экструдера для производства пленки (оборудования) необходимо выполнять все требования данной инструкции, в противном случае ПОСТАВЩИК оборудования не несет ответственности за работу оборудования.
Действия оператора на различных этапах производства. Наладка и пуск оборудования.
Пуск оборудования – обязанность оператора. Но существуют в практике отличия в его действиях в зависимости от того, пускается ли оборудование:
- впервые (новое оборудование) или после капитального ремонта;
- после текущего или аварийного ремонта;
- после очередной (плановой) остановки в связи с переходом на другой тип пленки, чисткой или сменой оснастки, остановкой оборудования на выходные или праздничные дни;
- при переходе на новую партию сырья.
В случаях (I) и (II) пуск оборудования сочетается с его испытанием и приемкой, которые проводятся в обязательном присутствии ответственных специалистов, монтировавших или ремонтировавших оборудование и инженера-технолога, который руководит испытанием. Оператор в данном случае в основном выполняет по указанию инженера-технолога ряд последовательных операций, предусмотренных программой испытаний.
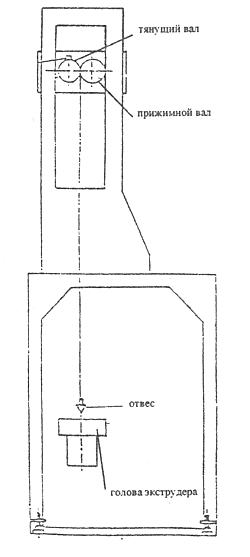
Схема центрирования экструзионной головки относительно вытяжного устройства
Действия наладчиков при наладке оборудования
- Оборудование выставить по уровню регулировочными винтами; после монтажа экструзионной установки выровнять ролик вытяжного устройства путем регулировки позиционных болтов на основании, как показано на рис. 9; для проверки необходимо воспользоваться уровнем; выставить по уровню экструзионную головку; затем при помощи отвеса отрегулировать центр экструзионной головки таким образом, чтобы он приходился на середину, по касательной, к тянущему валу (рис. 10).
- При участии квалифицированного электрика подсоединить электрический кабель к панели управления. Все переключатели находятся в положении «выкл.» («off») и «0».
- Укрепить кольцевой зазор для подачи воздуха и гибкий воздушный рукав для нагнетательного вентилятора.
-
Проверить правильность подключения фаз по вращению вентилятора обдува рукава в соответствии с указанием стрелки; проверить направление вращения двигателя в соответствии с указанием стрелки. Если направление неверно, электрик отрегулирует кабели по вводам R, S, Т.
-
Проверить нет ли излишнего провисания или натяжения приводного ремня главного двигателя и задевания шкивов о кожух; обеспечить параллельность шкивов двигателя и экструдера.
-
Проверить наличие масла в пневморедукторе, подключив пневмопровод к пневморедуктору, проверить работу всех пневмоузлов на синхронность и утечку.
-
Проверить плотность прилегания нагревателей к поверхности цилиндра и головки и термопар в гнездах (неплотное прилегание приводит к неправильным показаниям приборов и, как следствие, к искажению автоматической регулировки температур в процессе экструзии). Проверить диапазоны нагревателя, чтобы убедиться, что нагреватели прогреты до установленной температуры (температуру устанавливать в соответствии с применяемыми видами полимеров). Вскрыть крышку шнековой зоны и проверить работу каждого нагревателя по току и температуре. Сравнить температуры на шкафных термоконтроллерах и на зоне нагрева. После достижения нужной температуры проверить температуру в центре головы (дорна) и запустить главный двигатель. Нагреватели должны достигать установленной оператором температуры в заданное время; особенно важно это для экструзионной головки. В том случае, если экструдер начинает работать без предварительной проверки температуры, это может повлечь за собой повреждение агрегата, а также представляет серьезную опасность для оператора.
-
Проверить нагнетательный вентилятор на предмет обдува цилиндра.
-
Убедиться, что при замене сетки фиксатор остается зафиксированным должным образом. Обеспечить соосность отверстия в фиксаторе с отверстием в адаптере головки.
-
Проверить болты головки, поскольку в ходе транспортировки они могли ослабнуть. Кроме того, при помощи болтов можно регулировать толщину.
-
Надеть на намоточное устройство бумажную гильзу и приготовиться к началу работы, для тонких пленок во избежание проскальзывания намотать скотч на гильзу.
Рабочая установка рамы
Установка стабилизатора
Действия наладчиков при запуске оборудования
- Поднять опору натяжного устройства на необходимую высоту (при работе с полиэтиленом высокой плотности ПЭНД или пленкой большей толщины опора должна подниматься выше для лучшего охлаждения, а при работе с полиэтиленом низкой плотности ПЭВД опора может быть установлена ниже).
- Проверить все температурные настройки. Время прогрева оборудования зависит от габаритов головки и цилиндра, а также от марки сырья. Температурные интервалы переработки ПЭВД: 170-190°С; ПЭНД: 180-205°С. Затем загрузить полимер в загрузочный бункер и запустить главный двигатель экструдера. Вначале частота вращения главного двигателя должна составлять до 60 оборотов в минуту. После того, как полимер выдавлен из головки, следует увеличить скорость.
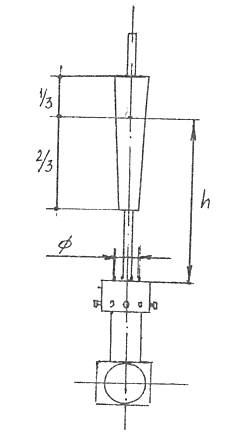
- Установить центральную колонну (стабилизатор) для полимеров ПЭНД (рис. 11). Высоту (h) установки стабилизатора считают равной 7-10 диаметрам кольцевой щели головки. Проверить целостность покрытия стабилизатора.
- Пропустить шнур или шпагат (тканый или полипропиленовый) через валы.
- Закрепить экструдат, выходящий из экструзионной головки, в петле на одном конце шпагата. Во избежание слипания рукава - начинать постепенный его раздув, после чего сомкнуть тянущие валы и протянуть экструдат валами.
- Включить тянущие валки.
- Уплотненную часть экструдера обрезать и убрать.
- Протягивая надутую пленку, проходящую через прижимной вал тянущего устройства, прижать вал при помощи пневматического переключателя и отрегулировать частоту вращения двигателя натяжного устройства таким образом, чтобы можно было протянуть пленку (рукав) без разрывов от экструзионной головки через вытяжное устройство и промежуточные направляющие ролики к бумажной гильзе на устройстве намотки. Первичная намотка производится на настроечную втулку.
- Далее накачивать внутрь рукава воздух не резко, а плавно, пока ширина пленки не достигнет необходимого размера, при этом следует отрегулировать объем нагнетания воздуха вентилятором так, чтобы охлаждение пленки соответствовало скорости экструзии. При чрезмерном раздуве рукава для уменьшения ширины пузыря следует проколоть пленку ножом и выпустить часть воздуха до достижения заданной ширины рукава. Изменяя скорость вытяжки, регулируют толщину пленки. После выхода на заданную толщину пленки при необходимости заложить фальцы нужного размера.
- Настроечный рулон составляет технологические потери при наладке пленки.
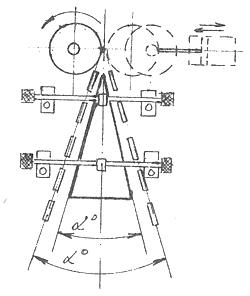
- Отрегулировать деревянную раму сжатия и устройство (клинья) для закладок. Рама должна быть выставлена точно по линейке таким образом, чтобы угол между сторонами рам был симметричным, а также был приблизительно равным углу клиньев для закладок (рис.10). Рекомендуется при переработке рукавной пленки на основе ПЭВД устанавливать раму выше для предотвращения слипания рукава, а при экструзии ПЭНД, соответственно, раму опустить ниже для избежания «гуляния» рукава из-за сквозняков.
- Установить рабочую втулку и производить намотку рулона.
- Намотка пленки в рулон должна осуществляться без складок, заломов и перекосов на всей ширине рукава. После работы экструдера в течение 4-5 часов, необходимо достать сетку и проверить ее на наличие металлических включений и целостность. Если они есть, выяснить причину их появления. Проверить весь тракт на наличие мест выдавливания материала.
Пленка должна быть однородной по своей структуре на всем диаметре и соответствовать требованиям ГОСТ 10354-82. Проверить качество пленки на поперечный и продольный раздув. Разнотолщинность проверять на всех участках рулона, отклонения не должны превышать ±5-10% (ГОСТ 10354-82). Измерить линейкой размер закладок и толщиномером (микрометром) толщину пленки. Для этого вырезать быстро, резким движением, не растягивая пленку, фрагмент длиной не менее 1 м. на участке перед намоточным рулоном и измерить его толщину по окружности и длине рукава. Сравнить полученные результаты с требованием ГОСТ 25951-83.
В случаях (III) и (IV) оператор запускает оборудование самостоятельно и приступает к работе после достижения заданных значений температур в зонах цилиндра и головки экструдера.
Случай (IV) отличается от предыдущих тем, что оборудование останавливается на короткий период, в течение которого температура изменяется незначительно. Основная задача оператора - быстро очистить экструдер от старого сырья и перейти к выпуску продукции из новой партии сырья, получив при этом минимальное количество отходов.
Источник: Линия по производству рукавной пленки: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.
