В прошлой статье мы рассматривали подробности устройства одношнекового экструдера. Теперь пора рассказать о завершающем этапе формования выдувной пленки, который проходит в экструзионной головке.
Основные конструктивные элементы головок рассмотрим на примерах головок для производства рукавной пленки.
Любая головка имеет формующий канал, в данном примере кольцевой. Наружная поверхность рукава оформляется деталью, называемой мундштуком 3 (реже используют термины матрица, фильера). Внутренняя поверхность рукава оформляется дорном 1. Мундштук и дорн являются сменными инструментами головки.
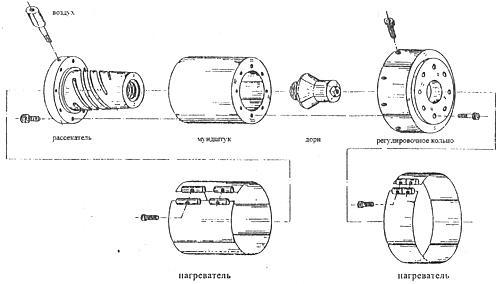
Монтажная схема экструзионной головки
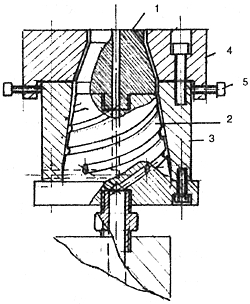
Экструзионная головка для экструзии ПЭНД
- дорн,
- рассекатель,
- мундштук,
- регулировочное кольцо,
- регулировочный болт.
Экструзионная головка для экструзии ПЭВД
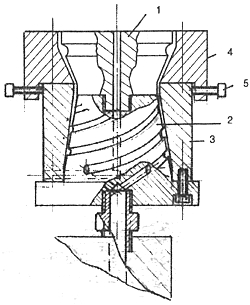
- дорн,
- рассекатель,
- мундштук,
- регулировочное кольцо,
- регулировочный болт.
Расплав из экструдера через фильтр (набор сеток на фильере) подается в центральный канал головки 1, соединенный с несколькими расходящимися от него в радиальных направлениях цилиндрическими каналами 2. Из каждого радиального канала расплав попадает в кольцевую щель 4, по периметру которой распределяется коллекторным каналом 6, выполненным в теле дорна 3 по винтовой линии. Длина коллекторов такова, что распределенные по периметру щели осевые потоки от каждого из коллекторов взаимно перекрываются. Совмещаясь (суммируясь) на начальном участке щели 4а, в конце его (т. е. собственно в щели 4) они образуют единый монолитный кольцевой поток.
Как видно, поверхность стыка отдельных потоков ориентирована не радиально, а тангенциально, т.е. не пронизывает насквозь всю толщину стенки выходящего из головки рукава, что является важным преимуществом данной конструкции.
Схема головки с винтовыми коллекторами
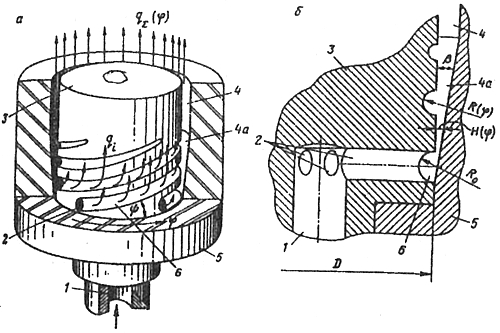
Второе преимущество головки - развитая опора дорна 3 на корпусе 5 по большой поверхности с большим диаметром D. Это обеспечивает большую жесткость крепления дорна и, следовательно, соблюдение равенства высоты формующего канала по всему его периметру с большой точностью.
Наконец, третье преимущество - отсутствие развитого конического подводящего канала. Следовательно, в сотни раз меньше распределенное осевое усилие, действующее на дорн, и практически отсутствуют изгибающие моменты на нем из-за возможной неоднородности распределения этого усилия.
На рисунках представлены экструзионные головки, для производства пленок из ПЭНД и ПЭВД. Очевидно, что основное отличие этих конструкций заключается в том, что при экструзии ПЭНД дорн сужается в направлении выхода рукава из формующего канала, а в случае ПЭВД дорн, соответственно, расширяется.
Регулировка зазора формующего канала обеспечивается шестью и более в зависимости от диаметра головки болтами 5. (Источник: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.)
Компания «Эксимпак-Оборудование» предлагает на российском рынке и рынках стран СНГ широкий спектр экструзионного оборудования, начиная от стандартных простых однослойных выдувных экструдеров для производства ПВД/ПНД пленки (например, интересна модель DH-45 -370 двухголовочного экструдера) и моделей, которые могут работать с адгезивами и производить стрейч пленку. Также мы поставляем и отдельные компоненты для экструзионных линий - шнеки, цилиндры, головки и другие запасные части.
