На этапе отработки технологического режима доля участия оператора зависит от уровня его квалификации, так как поиск – творческий процесс.
Успех каждого последующего этапа зависит от критического анализа результатов предыдущего. Цель отработки – уточнить оптимальные значения отдельных параметров технологического процесса, обеспечивающие в конкретных условиях данного производства максимальную производительность линии при регламентированном качестве рукавной пленки.
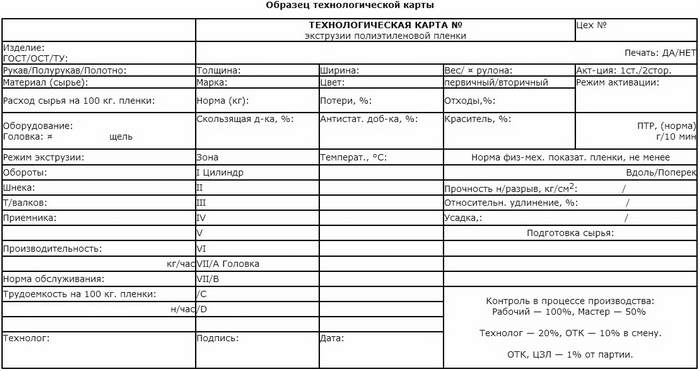
Достигнутые оптимальные результаты фиксируют в технологических картах. В них подробно описываются технологические условия и режимы производства пленки. Руководствуясь этими картами, оператор в каждодневной работе в аналогичных условиях быстро выводит оборудование на оптимальный режим.
Настройка толщины пленки
Факторами, влияющими на толщину пленки являются:
- ширина зазора щели;
- скорость подачи расплава;
- скорость тянущего устройства.
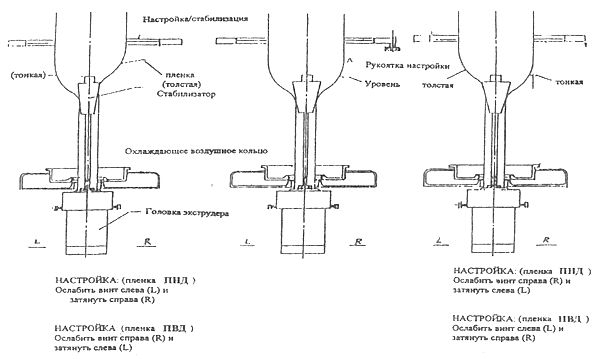
Если толщина пленки слишком велика, необходимо увеличить скорость вращения тянущего вала. В противоположном случае, если пленка слишком тонкая, необходимо снизить скорость вращения тянущего вала.
При получении разнотолщинной пленки следует произвести настройку головки пленочного экструдера. При повышенной толщине пленки настроечные болты ослабляют, при тонкой пленке болты подтягивают.
Настройка ширины пленки
Факторами, влияющими на ширину пленки, являются:
- диаметр головки;
- коэффициент раздува рукава.
Если ширина пленки меньше заданной, следует раздуть рукав до необходимых размеров и проверить давление сжатого воздуха. При малом давлении необходимо отрегулировать клапан.
Если ширина пленки больше заданной, необходимо сделать прокол в раздутом рукаве, выпустить часть воздуха, если необходимо, проделать это несколько раз и отрегулировать раздув. Стандартные размеры пленки представлены в Таблице 1. Если ширина пленки не намного отличается от заданной, ее можно отрегулировать, изменяя высоту приемного устройства.
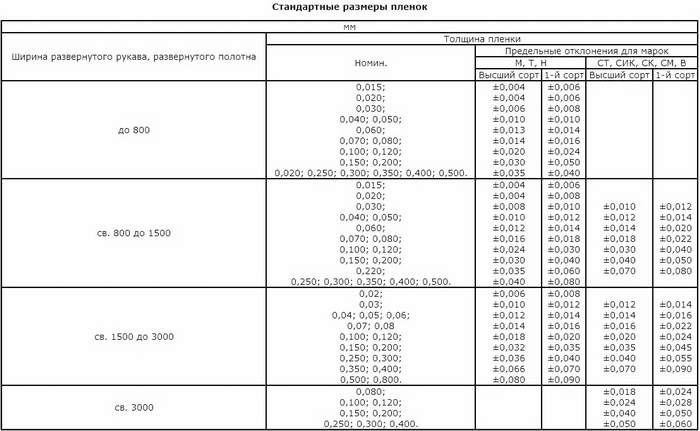
Примечание. Предельные отклонения по толщине полотна при изготовлении его резкой на части применяют по ширине исходного развернутого рукава.
Действия оператора при отлаженном технологическом режиме
Выпуск партии готовой пленки начинается с момента достижения заданных параметров технологического режима. На этом основном этапе производства оператор является главным действующим лицом, самостоятельно и оперативно принимает необходимые решения, управляет агрегатом и процессом, отвечает за эксплуатацию оборудования, количество и качество изготовленной рукавной пленки.
В ходе работы оператор должен обращать особое внимание на следующие факторы:
- важнейшим условием успешной эксплуатации экструзионной линии является идеальная чистота на участке хранения сырья, в рабочей зоне и на участке складирования готовой продукции, так как загрязнение сырья пылью и посторонними включениями недопустимо ухудшает качество пленки, приводит к частой чистке оснастки и, в целом, к снижению срока службы оборудования;
- следует исключить использование влажного сырья, поскольку это приводит к образованию пузырей и пор в пленке;
- следует исключить попадание металлических включений (проволока, стружка, болты и др.) в сырье, так как они могут повредить шнек, цилиндр, головку;
- следует использовать сырье только одной партии;
- до загрузки сырья в бункер его необходимо выдержать в течении 48 часов при температуре, равной температуре производственного помещения;
- окрасить или ввести добавки в сырье согласно технологической карте;
- проверить соответствие значений температур по зонам цилиндра и головки заданным согласно технологической карте (таблица 2). Необходимо периодически контролировать правильность работы терморегуляторов путем проверки положения нуля и проведения сравнительных измерений при обычных рабочих температурах зон цилиндра и головки. С появлением отклонений необходимо отрегулировать температуру, вызвав слесаря КИП и А. Необходимо следить за плотностью прилегания термопар и нагревательных элементов в зонах нагрева. Неплотное прилегание служит причиной перегрева соответствующей зоны и резко сокращает срок службы нагревателей;
- проверить, чтобы загрузочная часть цилиндра постоянно охлаждалась, в противном случае в зоне загрузки образуется сгусток расплава - так называемый «козел»;
- убедиться, что для работы имеется достаточный запас сырья в бункере и периодически пополнять его уровень (в бункер входит от 25 кг. до 75 кг. гранулированного полиэтилена);
- проверить, чтобы головка в нагретом состоянии не имела зазоров, неплотностей, через которые может вытекать расплав. При регулировке выходной щели головки с помощью радиально расположенных болтов категорически запрещается подтягивать какой-либо из них без предварительного отпускания 2-х или 3-х противоположных с последующим подтягиванием их в конце регулировки. Пренебрежение этим условием приводит к повреждению головки;
- при появлении продольных полос на рукаве, локальных отклонений от заданной толщины пленки, произвести чистку зазора головки. В случае неустранения дефекта оператор совместно с наладчиком производит чистку головки экструдера. Инструментами для чистки являются щетка из бронзовой проволоки, бронзовый (латунный) скребок и паста полировочная ГОИ. Головку разбирают после нагрева ее до рабочей температуры. Необходимо тщательно очистить посадочный поясок на внутренней профилирующей матрице и на дорне.
- Перед сборкой головки нужно все резьбовые соединения смазать графитовой смазкой или сульфидом молибдена. Это исключает пригорание и заклинивание резьбы;
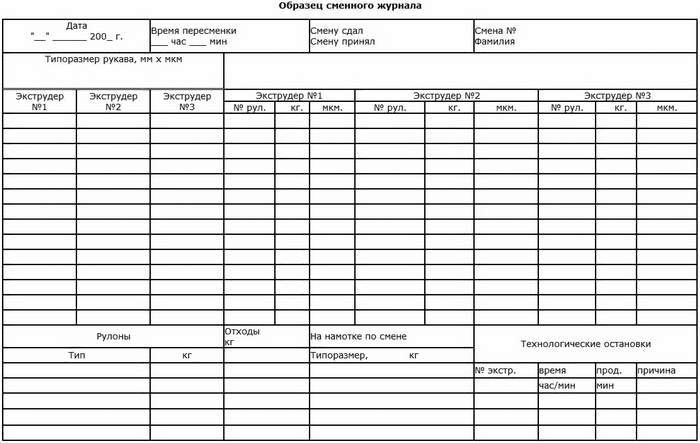
- необходимо проверять показания приборов и делать соответствующие записи в сменном технологическом журнале (см. таблицу 2);
- необходимо периодически проверять качество и размеры пленки. При обнаружении дефектов внешнего вида или размерных отклонений оператор должен принимать неотложные меры к их устранению.
- Оператор обязан докладывать мастеру или инженеру-технологу о всех обнаруженных неполадках оборудования и различного вида брака готовой продукции. Оператор принимает сырье для переработки, предъявляет к сдаче готовую продукцию, маркирует ее, заполняя документ о качестве (товарный ярлык), ведет учет материального баланса процесса, количество выработанной продукции в килограммах, погонных и квадратных метрах, количества израсходованного сырья, фиксирует количество отходов и делает записи в сменном журнале (см. таблицу 3).
Документ о качестве должен содержать:
- наименование и товарный знак предприятия-изготовителя;
- условное обозначение пленки;
- марку полиэтилена;
- номер партии;
- число упаковочных единиц;
- массу нетто;
- массу брутто;
- общую длину пленки всех рулонов партии;
- дату изготовления;
- обозначение стандарта - ГОСТ 10354;
- подпись начальника ОТК, штамп ОТК или личное клеймо.
В конце смены в этом же журнале оператор подводит итог работы оборудования, отмечает неполадки и принятые меры по их устранению, делает необходимые замечания сменщику и дежурному персоналу.
Источник: Линия по производству рукавной пленки: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.
